技術課題を克服し、イーター計画を着実に推進
国立研究開発法人量子科学技術研究開発機構は、国際熱核融合実験炉イーター(ITER)の中心ソレノイド(CS)コイルに用いる高性能ニオブ3スズ超伝導導体を開発し、8年間の製作期間を経て、この度、全導体の製作を完了しました。

発表のポイント
- 核融合実験炉イーターの中心ソレノイドコイルに用いるニオブ3スズ超伝導導体が全量完成。
- 日本が全ての製作を担当したものであり、技術課題の克服により前例のない物量かつ高い性能の超伝導導体の製作に成功。
- イーター計画の着実な進展を示す重要な成果。
概要
国立研究開発法人量子科学技術研究開発機構(理事長 平野俊夫。以下、「量研」という。)は、国際熱核融合実験炉イーター(ITER)1)の中心ソレノイド(CS)コイル2)に用いる高性能ニオブ3スズ超伝導導体3)(以下、「導体」という。)を開発し、8年間の製作期間を経て、この度、全導体の製作を完了しました。
CSコイルはイーターの主要機器の1つで、数億度の超高温プラズマを維持するため、同コイルを用いてプラズマに電流を流します。CSコイルには、高磁場(13テスラ)の環境下において4万アンペアの大電流を流すことができる高性能の超伝導導体が必要でした。更に、全部で49本の導体(計700トン)を用いますが、日本がその全ての製作を担当しており、量産化が必要でした。量研は、ジャパンスーパーコンダクタテクノロジー(株)、イーエナジー(株)、古河電気工業(株)、コベルコ鋼管(株)及び新日鉄住金エンジニアリング(株)と協力し、高性能化及び量産化技術を確立しました。
高性能化では従来よりも約30%高い電流を流せる超伝導素線を開発するとともに、極低温(-269℃)中で大きな電磁力に耐えられる従来と比べて約2倍の強さを持つ金属管を開発しました。量産化では自動溶接や効率的な検査、品質管理法を確立しました。2009年から導体の製作に着手し、上記5社の協力を得て、製作した導体は総延長約43km、総重量は700トンに達しました。これだけの物量のニオブ3スズ超伝導導体をまとめて製作したのは世界で初めてです。
このような導体の技術開発は、超伝導送電、電力貯蔵装置、医療用加速器の小型化への応用が期待できる成果です。
製作した導体は全て米国に輸送し、米国においてこれを用いてCSコイルが製作されています。導体製作完了はイーター計画の着実な進展を示す重要な成果です。
開発の背景と目的
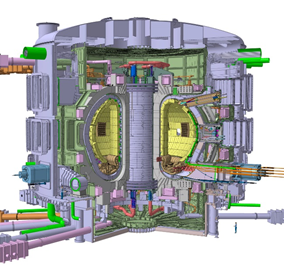
イーターのCSコイルは、イーターの主要機器の1つで、強力な変動磁場によってプラズマを数億℃まで加熱するための超伝導を用いた電磁石です(図1)。
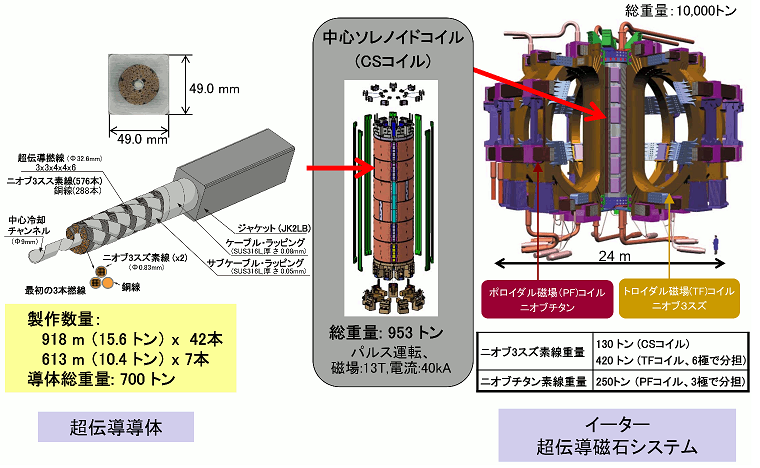
図1 CSコイル用超伝導導体、CSコイル及びイーター超伝導磁石システム
強力な変動磁場を発生するため、要求される世界最大級の電流(4万アンペア)を高磁場中(13テスラ)で流せる高性能な超伝導導体の開発と量産が必要でした。CSコイルには全部で49本の導体を用います。国際合意した製作分担に基づき、日本はその全てを製作し米国に輸送し、米国においてこれを用いてCSコイルが製作されています(図2)。今回全導体の製作を計画どおりに完了しました(図3)。
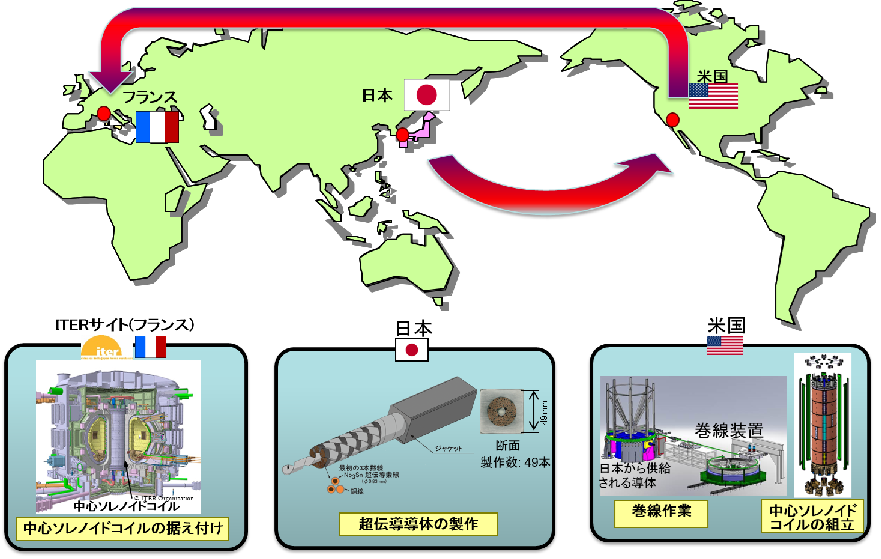
図2 日本の導体を用いて製作するCSコイル

図3 完成した最後の導体(直径4mに巻かれている)と関係者(導体製作工場にて)
導体の製作と技術的課題
導体は、直径0.83mmのニオブ3スズを用いた超伝導素線(以下、「素線」という。)576本と銅線288本を撚り合わせて、大電流導体としては前例のない長さ918m(最長)の長尺のケーブル状にし、そのケーブルを ジャケット4)と呼ばれる金属管に引き込んで製作します(図4)。極低温(-269 ℃)中で、高い磁場(13テスラ)にてコイルに必要な4万アンペアの大電流を導体に流すため、素線とジャケットの高性能化が課題でした。具体的には、以下の詳細に示すとおり、従来よりも約30%高い電流を流せる素線を開発し、また、大きな電磁力に耐え、従来より約2倍の粘り強さ(=靭性)を持つジャケットを開発しました。
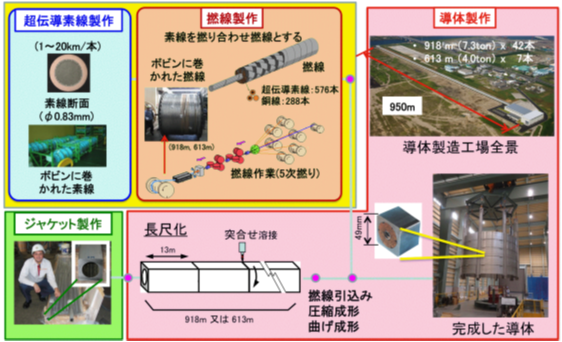
図4 CSコイル用導体の製作の流れ
高性能超伝導素線の開発
同じくニオブ3スズを使用する開発済みのイーター・トロイダル磁場(ITER-TF)コイル用導体に比べて、約2割高い磁場(13テスラ)にて導体に4万アンペアの大電流を流すためには、素線の臨界電流5)を約30%高める必要がありました。しかし、臨界電流を高めると、発熱(ヒステリシス損失6))が大きくなる課題がありました。そこで、素線内のニオブフィラメントの数と配置を工夫し、ニオブフィラメントを細線化(直径3μmから2.3μmに)するとともに本数を約35%増加(約1万3千本から約1万7千本に)すること、及び、ニオブ3スズを生成する熱処理条件を最適化することにより、臨界電流を向上させることができました(図5,6)。
また、ヒステリシス損失において、従来のITER-TFコイル用素線では素線内部の銅の純度を保つ不純物拡散バリアとして、加工性が優れるニオブが使われていました。しかし、ニオブを用いるとバリア内面に不用なニオブ3スズが生成され、ヒステリシス損失が大きくなることが課題でした。そこで、ニオブに代わりタンタルを用いることが有力でしたが、加工性が悪いことが課題でした。そのため、不純物の少ないタンタル材料を選び、加工工程における焼鈍のための熱処理条件を工夫することで、加工性を改善しました。これらの工夫により、ヒステリシス損失を約40%低減し、同時に伸線性が向上し、これまでにない規模(総長50,000km)の高性能素線の量産を完了しました。
高い臨界電流値と低いヒステリシス損失を両立した素線の技術開発は、超伝導送電電力貯蔵装置、医療用加速器の小型化への応用が期待できる成果です。
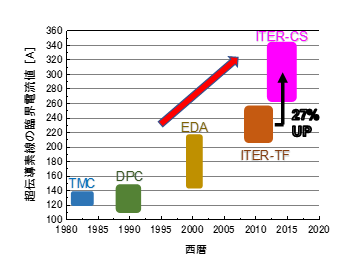
図5 今回開発したイーターCS用素線の性能と従来素線(TMC, DPC, EDA7), ITER-TF)との比較
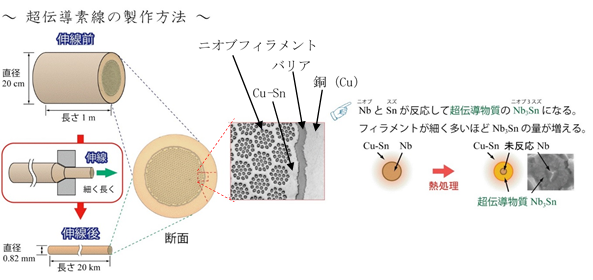
図6 今回開発した高性能な素線の内部構造
高い強度と靱性を有するジャケット材料の開発
導体はCSコイルの形状に組み上げた後、ニオブとスズを反応させニオブ3スズを生成するための熱処理(650 ℃、240時間)を行う必要があります。通常の鋼材と異なり、熱処理後でも極低温(-269℃)で脆くならず粘りがあり、その指標の破壊靱性値8)が130 MPa√m 以上で、耐力900 MPa以上の特性がジャケット材料には必要です。
従来型の高マンガンステンレス鋼(JK2)は、低温での耐力は良好ですが、熱処理を施すと粘り強さ(靱性)が低下します。しかし、ホウ素により、熱処理後の靭性の劣化を大幅に抑制できることを見出し、改良したJK2の開発に成功しました(JK2LB)。ホウ素が、結晶レベルでの割れを抑制し、靱性を向上する役割を果たすと考えられています。図7のようにホウ素を適量添加したJK2LBの破壊靱性値はJK2の約2倍に改善され、要求値を満足しました。本成果に基づき、約400トンのJK2LB製ジャケットを製造し、今回のCS導体に使用しました。
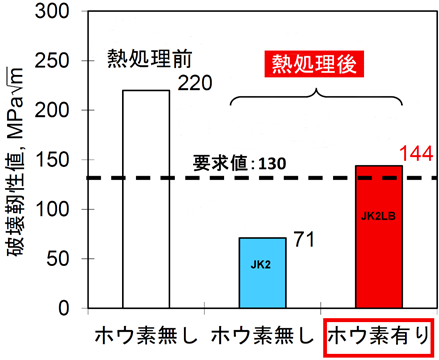
図7 高マンガンステンレス鋼におけるホウ素の添加の有無による熱処理前後の破壊靱性値の変化(4K)
用語説明
1.イーター(国際熱核融合実験炉:ITER)
制御された核融合プラズマの維持と長時間燃焼によって、核融合の科学的及び技術的実現性を実証することを目指したトカマク型(超高温プラズマの磁場閉じ込め方式の一つ)の核融合実験炉です。イーター計画は、1985年にジュネーヴで行われたレーガン大統領とゴルバチョフ書記長の米ソ首脳会談での合意に始まります。そして1988年に日本・欧州・ロシア・米国が共同設計を開始し、2005年に南フランスのサン・ポール・レ・デュランスに建設することが決定しました。2007年に国際機関「イーター国際核融合エネルギー機構(イーター機構)」が発足し、日本、欧州連合、米国、ロシア、中国、韓国、インド、の7極が参加しています。現在、イーターが格納される建屋の建設が進められており、また、各極が調達する、イーターを構成する様々な機器の調達取決めが締結されて、各極で機器の製作が進められています。2025年からのプラズマ実験の開始を目指しています。イーターでは、重水素と三重水素を燃料とする本格的な核融合による燃焼が行われ、核融合出力500MW、エネルギー増倍率10を目標としています。
2.中心ソレノイドコイル
ITERの主要機器の1つであり、ITERの中心に据え付けられて、プラズマ中に電流(プラズマ電流)を誘起して、プラズマ閉じ込め磁場を形成するソレノイド型の超伝導電磁石。直径は約4.3m、高さは約16mあり、最大で13T(テスラ)の磁場を発生することができます。国際合意されたITERの調達分担に基づき、日本が全49本の超伝導導体の製作を担当しています。米国が、コイルケースや支持構造物を製作し、日本が製作した超伝導導体を用いて中心ソレノイドに組み上げ、フランスに輸送します。導体の定格通電電流値は45キロアンペアで、世界最大級です。
3.超伝導導体
超伝導とは、特定の物質(超伝導物質)を極低温に冷却すると電気抵抗がゼロとなる現象のことです。この現象を利用して、超伝導物質に大電流を流し、超伝導導体として用いることで、非常に強力な電磁石が実用化されています。中心ソレノイドコイルに用いる超伝導導体は直径0.83mmの超伝導素線576本と銅線288本を撚り合わせてケーブル化し、金属管(ステンレス製)に挿入したものです。超伝導物質としてNb3Sn(ニオブ3スズ)を用いており、-255℃以下の温度に冷却すると超伝導になります。
4.ジャケット
超伝導導体の構成要素の1つで、撚線を納めるステンレス製の金属管です。ITERの中心ソレノイドコイルでは、原子力機構が鉄鋼メーカーと共同で開発した「JK2LB」と呼ばれる、高マンガンステンレス鋼(マンガン含有率が高く、極低温でも高強度・高靭性を有する特殊なステンレス鋼)を用いています。
5.臨界電流
超伝導の特徴である電気抵抗ゼロの状態を保って流せる電流には限界があり、超伝導状態で流せる最高の電流を臨界電流といいます。
臨界電流は高い方が、ヒステリシス損失は低い方が望ましいのですが、一般に、臨界電流を高くするとヒステリシス損失も高くなります。中心ソレノイドコイル用の超伝導素線は断面構成を工夫することで、高い臨界電流と低いヒステリシス損失を両立することに成功しました。
6.ヒステリシス損失
ヒステリシス損失は変動磁場により発生する発熱量です。超伝導は、ヒステリシス損失により発熱して温度が上昇し、超伝導状態を維持できないこともあるため、損失を適切に抑える必要があります。
7.TMC, DPC, EDA
イーターの実現に向けた超伝導コイル研究開発活動の名称です。TMC(Test Module Coil)は1977~1985年に活動を実施し、ニオブ3スズ超伝導導体の大型コイルへの適応性実証を目的としたコイルを製作し、試験を行いました。DPC(Demo Poloidal Coil)は1985~1992年に活動を実施し、核融合で要求される運転条件のニオブ3スズ超伝導導体への適応性実証を目的としたコイルを製作し、試験を行いました。EDA(Engineering Design Activity)はイーターの工学設計活動として、1992~2001年に実施しました。ニオブ3スズ超伝導導体の核融合実験炉イーターへの適応性実証を目的とした実規模コイルの試験を行いました。
8.破壊靭性値
破壊靭性値とは、荷重が増すに従って亀裂が徐々に進行して破壊が進む安定破壊から、荷重を大きく増やさなくても亀裂が一気に進展する不安定破壊へ移行する変わり目の応力(場)を示す指標で、粘り強さ(靭性)を表します。亀裂先端付近の応力場は亀裂先端からの距離のr-1/2の関数であり、その大きさは一般に応力拡大係数(単位Pam1/2)で表現します。
https://tiisys.com/wp/wp-content/uploads/2017/12/171210applied-science-itakeikaku.pdf

