
切削加工、塑性加工、射出成形で熟練者に依存しない高精度加工・成形を実現
2020-02-26 株式会社日立製作所
日立は、切削加工、塑性加工(鍛造*1)、射出成形*2において、熟練者の経験やノウハウに頼らずに、異なる設備で同品質な加工を行うことができる「加工・成形誤差補正技術」を開発しました。本技術により、加工機の設置環境による変化や経年劣化などに起因する個体差に合わせた補正が可能となり、複数工場の複数台の加工機を組み合わせた量産を行っても、加工・成形誤差の小さい高品質な加工を実現できます。切削加工、鍛造、射出成型の形状誤差を、それぞれ±25µm以下、±5%以下、±1%以下に抑制できることを確認しました。今後、日立は「加工・成形誤差補正技術を用いたモノづくり」をグローバルに展開し、熟練者や加工設備に依存せず、どこでも同品質に加工可能な製造プロセスの実現に貢献していきます。
背景および取り組んだ課題
- ものづくりのグローバル化に伴い、グローバルに製造拠点を展開している企業では、属人性がなく、どこでも同品質な製品を短期間で生産できる加工プロセスが必要
- 日立は熟練者のスキルをデジタル化し、品質維持/生産性向上/別工場への生産委託等を進めているが、加工・成形誤差には周囲の環境や経年劣化による設備の剛性低下など複数の要因がある上、同型の設備でも出荷時点で存在する個体差への対応が課題
開発した技術
- 加工機と工具の剛性を考慮した切削加工の加工誤差補正技術
- 金型に必要な機能を分割した機能ブロック合成法による鍛造工程と金型形状の自動設計技術
- センサ内蔵金型によるセンシングデータと流動解析を組み合せた射出成形の形状誤差補正技術
確認した効果
- 加工・成形誤差補正技術を活用することで、切削加工では形状誤差±25µm以下、鍛造では形状誤差±5%以下、射出成形では形状誤差±1%以下を実現
発表する論文、学会、イベントなど
- 本成果の一部は、2020年2月26日から2月28日に幕張メッセで開催される日本ものづくりワールド2020および2020年4月15日から4月17日にポートメッセなごやで開催される名古屋ものづくりワールド2020で発表予定
開発した技術の詳細
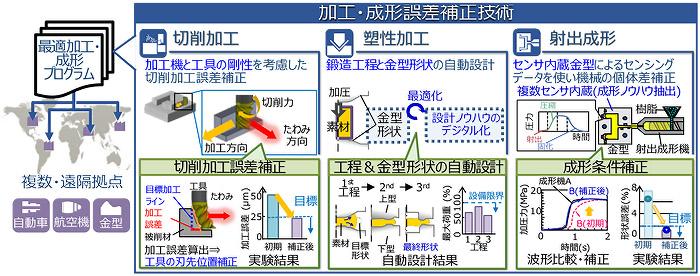
図1 加工・成形誤差補正技術の概要
1. 加工機と工具の剛性を考慮した切削加工の加工誤差補正技術
切削加工機・切削工具の剛性*3と切削加工誤差には因果関係があることに着目し、熟練者の加工ノウハウを物理モデル化することでデジタル処理を可能としました。熟練者が推測している設備の主軸*4の剛性、工具の剛性を考慮した加工誤差生成メカニズムを物理モデル化して、工具先端の適正な狙い位置を推測し、補正します(図2:開発技術1)。物理モデル中の定数である切削加工機の主軸の剛性は、主軸に加わる力と、主軸の変形量の関係を加工機ごとに実測して決定することで高精度な予測が可能となります。切削加工には主にミーリング*5とターニング*6という手法があり、ミーリングに関しては2018年に開発・発表済*7ですが、この度、新たにターニングにも対応できるようになりました。

図2 切削加工の誤差補正技術概要
2. 金型に必要な機能を分割した機能ブロック合成法による鍛造工程と金型形状の自動設計技術
鍛造で重要な因子にプレス機の最大荷重があります。最大荷重を超える荷重が必要な場合、一度の鍛造では成形できず、複数回に工程を分けて鍛造します。鍛造回数と、各工程で用いる金型形状は各々異なり、熟練者の設計ノウハウに頼っていました。熟練者はプレス機の最大荷重を考慮し、各工程の目標鍛造形状の各分割エリアの特徴に合致した金型を設計します。その熟練者ノウハウをデジタル化するため、各分割エリアの特徴に求められる平坦形状やテーパ形状に成形などの機能ブロックを準備し、プレス機の最大荷重未満となる工程毎に最適な形状となるよう機能ブロックを自動配置・合成して金型を設計する鍛造工程と金型形状の自動設計技術を開発しました。

図3 鍛造工程・金型形状の自動設計技術概要
3. センサ内蔵金型によるセンシングデータと流動解析を組み合せた射出成形の形状誤差補正技術
射出成形用金型に内蔵した各種センサから得られるセンシングデータを解析し、成形時間に対する射出圧力などの各種特徴量を抽出します。次に、製品形状における流動解析を組み合せ、射出成型機の入口(射出点)の状態を予測します。その予測結果を基に、特徴量が一致するよう自動で加圧力、温度、射出速度などを補正することで、異なる射出成形機でも同様の成形条件が得られる射出成形時の誤差補正技術を開発しました。

図4 射出成形の誤差補正技術概要
- *1
- 鍛造: 金属等の素材に圧力を加えることで目標の形状に成形する加工方法。
- *2
- 射出成形: 樹脂を加熱して溶融させ、圧力を加えて金型に充填させて目標形状に成形する加工方法。
- *3
- 剛性: 物質が力を受けた際の変形(寸法変化)のしにくさを表す数値。剛性が高い物質ほど変形しにくい。
- *4
- 主軸: 切削加工機で、切削工具を回転させるための加工機側の軸。
- *5
- ミーリング: 被削材を固定し、切削工具を動かして被削材を削る加工方法。
- *6
- ターニング: 回転する被削材に切削工具を当てることで被削材を削る加工方法。
- *7
- 「熟練者と同等の切削加工品質を確保できる切削加工誤差補正技術を開発」:
ニュースリリース:2018年6月18日:日立日立は、電力・インフラシステム、情報・通信システム、建設機械、高機能材料、オートモティブシステム、ヘルスケアなどの社会イノベーション事業に注力しています。www.hitachi.co.jp - *8
- NC: NC(Numerical Control): 数値制御により、切削加工機を自動的に制御すること。

照会先
株式会社日立製作所 研究開発グループ


