レーザー加工メカニズムの解明や最適加工の実現に期待
2018-10-23 産業技術総合研究所,東京大学, 早稲田大学,量子科学技術研究開発機構,宇都宮大学
ポイント
- 極端紫外線フェムト秒レーザーにより熱影響の極めて少ない合成石英の加工を実現
- フェムト秒レーザーの極端紫外線領域における合成石英の損傷閾値を初めて測定
- レーザー加工メカニズムの解明や、非熱的加工などのニーズに応じた加工条件の最適化に貢献
概 要
国立研究開発法人 産業技術総合研究所【理事長 中鉢 良治】(以下「産総研」という)分析計測標準研究部門 放射線イメージング計測研究グループ 澁谷 達則 産総研特別研究員、田中 真人 主任研究員、小川 博嗣 主任研究員、産総研・東大 先端オペランド計測技術オープンイノベーションラボラトリ 先進コヒーレント光プロセスチーム 黒田 隆之助 ラボチーム長、高橋 孝 リサーチアシスタント(東京大学大学院工学系研究科 大学院生)、国立大学法人 東京大学【総長 五神 真】(以下「東大」という)光量子科学研究センター 坂上 和之 主幹研究員、物性研究所 小林 洋平 教授、学校法人 早稲田大学【総長 鎌田 薫】(以下「早大」という)理工学術院 鷲尾 方一 教授らは共同で、SACLA利用実験グループである国立研究開発法人 量子科学技術研究開発機構【理事長 平野 俊夫】 量子ビーム科学研究部門 錦野 将元 グループリーダーと国立大学法人 宇都宮大学【学長 石田 朋靖】学術院(工学研究科) 東口 武史 教授らの協力の下、極端紫外線フェムト秒レーザーで合成石英への極めて熱影響の少ないレーザー加工を実現した。
より短パルス・短波長のレーザーを用いる次世代レーザー加工では、その加工メカニズムを解明することや、加工特性を把握することにより熱影響の少ない非熱的加工を実現することが重要である。今回、極端紫外線フェムト秒レーザーを用いて合成石英を加工し、加工特性として重要な有効吸収長や損傷閾値を決定するとともに加工モルフォロジーを明らかにした。ガラス材料などのレーザー加工メカニズムの解明や最適条件の探索に貢献すると期待される。なお、この成果の詳細は米国物理学協会発行の学術誌Applied Physics Lettersに2018年10月22日(米国東部時間)にオンライン掲載される。
_____は【用語の説明】参照

極端紫外線フェムト秒レーザーによる合成石英の熱影響評価と加工概念図
開発の社会的背景
現在、紫外線から遠赤外線領域のさまざまな波長のレーザーを用いた材料加工が行われている。近年では、そのデジタル制御の容易さなどから、将来の我が国の生産現場で、人材・技術不足を補い、Society 5.0社会を支える重要な技術として、次世代のレーザー加工技術の開発が期待されている。その一つとして、レーザー波長の短波長化が取り組まれており、波長120 nm以下の極端紫外線領域のレーザー光においても、産業利用に向けた有用性の検証が進められている。また、熱影響の少ない加工の実現には、熱影響メカニズムの解明や熱影響の変化の観測が重要であるが、極端紫外線レーザーによる材料加工の特性は、最も基礎的な事項である材料の損傷閾値に関して近年評価が開始されたにすぎない。一方、小型電子デバイス用の次世代電子回路基板としてガラスが注目されており、ガラスへの高密度な微細穴開け加工はニーズが高いが、これまでのレーザー加工技術では、熱溶解によりレーザー照射部と非照射部との境界にリムと呼ばれる隆起構造が生成するなど、加工品質上の課題があった。
研究の経緯
国立研究開発法人 新エネルギー・産業技術総合開発機構(NEDO)のプロジェクト「高輝度・高効率次世代レーザー技術開発」(2016~2020年度)では、高付加価値製品の製造に適した高精度・高品位加工が可能な次世代レーザー加工技術の研究開発が行われている。このプロジェクトでは、素材の特性に合わせた高品位で効率的なレーザー加工の実現に向け、光源技術や加工プロセス技術、加工システム技術、シミュレーション技術、センシング・評価技術などの体系的な開発が産学官の連携の下で進められている。
産総研は、このプロジェクトにおいて東大、早大と協力して、フェムト秒レーザーなどを活用した産業ニーズの高い材料・加工内容に対するレーザー加工技術・分析評価技術の開発や、素材の特性にあった高品質な加工を実現するためにレーザー加工現象の解明に取り組んでいる。今回、このプロジェクトの一環として、ガラス材料の加工メカニズムを理解するために極端紫外線レーザーを用いた合成石英の加工に取り組んだ。
極端紫外線レーザーの照射は、国立研究開発法人 理化学研究所 播磨事業所に設置されているX線自由電子レーザー施設SACLA軟X線レーザー(SXFEL)ビームラインBL1で、SACLA利用実験グループの協力を得て行われた(課題番号2017B8004、2018A8024)。また、試料の断面観察実験は産総研ナノプロセシング施設にて実施した。
研究の内容
従来用いられている波長領域のレーザーをガラスへの穴開け加工に用いる場合、リム構造(加工端部の盛り上がり構造)の発生などの熱影響を除去することは困難である。特に、基本的なガラス材料の一つである合成石英の加工では、フェムト秒レーザー加工における亀裂の影響が加工品質に大きな影響を与えることが分かっている。今回、極端紫外線フェムト秒レーザーを用いて加工を行えば、熱損傷の少ないレーザー加工ができるのではないかとの着想を得て、合成石英をターゲットとした加工実験及び加工特性の評価を行うこととした。
今回、従来の近赤外線フェムト秒レーザー(波長800 nm、パルス幅約70 フェムト秒)とSACLAの極端紫外線フェムト秒レーザー(波長 13.5 nm、パルス幅約70 フェムト秒)を用いて合成石英の加工を行った。走査型イオン顕微鏡やレーザー顕微鏡などの観測により、その損傷閾値や加工モルフォロジーなどの加工特性の評価を行った。近赤外線フェムト秒レーザーによる損傷閾値は3.8×103 mJ/cm2であった(図1△印)。一方、照射エネルギーを変えて極端紫外線フェムト秒レーザーをシングルパルス照射した試料を分析したところ、照射エネルギーと加工された面積との関係から損傷閾値は0.17×103 mJ/cm2であった(図1●印)。
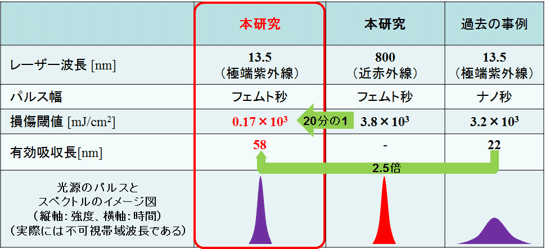
図2に、これまでに報告された結果と今回の近赤外線フェムト秒レーザー加工の実験結果(図2右側の印)を併せて、合成石英の損傷閾値のレーザー波長依存性を示す。図2中の楕円点線内に示した●印、◆印、■印、▲印は、これまで報告されている可視光~近赤外線領域のフェムト秒レーザーによる損傷閾値であり、今回の近赤外線での結果(図2右側の▼)と大きく変わらない。一方、極端紫外線フェムト秒レーザー加工(図2★印)では、今回の近赤外線での結果やこれまでの極端紫外線ナノ秒レーザー加工(図2□印)に比べて、損傷閾値がおよそ20分の1であった。加えて、切削速度、すなわち加工効率に大きく影響する特性値である有効吸収長は58 nmと算出され、これまでの極端紫外線ナノ秒レーザーと比較すると約2.5倍に向上した(表1)。このように、極端紫外線でのフェムト秒レーザーがこれまでのレーザー照射に比べて極めて高い加工性能を有することが明らかになった。
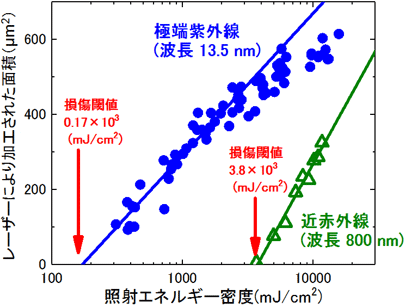
図1 極端紫外線フェムト秒レーザー(●印)と
近赤外線フェムト秒レーザー(△印)の損傷閾値の測定
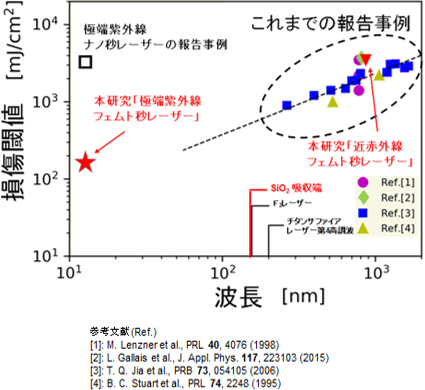
図2 フェムト秒レーザー波長と損傷閾値の関係
表1 光源による加工特性値の比較
続いて、加工モルフォロジーの評価のため、極端紫外線フェムト秒レーザーのマルチパルス照射による深掘り加工を行い、形成されたクレーター表面を観察したところ、加工によるクラックは観測されなかった。図3左に加工後の走査型イオン顕微鏡による断面観察像、図3右に一般的な熱影響などの有無によるレーザー加工端断面の違いを概念図で示す。図3中の薄灰色部分は、走査型イオン顕微鏡による断面観察のためのコート材を示している。極端紫外線フェムト秒レーザー加工後の加工断面顕微鏡像では、レーザー照射によって熱溶解した際に一般に見られるリム構造は観られなかった。また、極端紫外線フェムト秒レーザーと近赤外線フェムト秒レーザーの照射痕(一部)を材料の上面からレーザー顕微鏡で観察したところ、極端紫外線ではクラックの無い加工ができていた(図4)。このように、極端紫外線フェムト秒レーザーを用いることで極めて熱影響の少ないレーザー加工が可能であり、これまで報告されている合成石英の加工の中でも、最高品質のクレーター加工を提供できる。
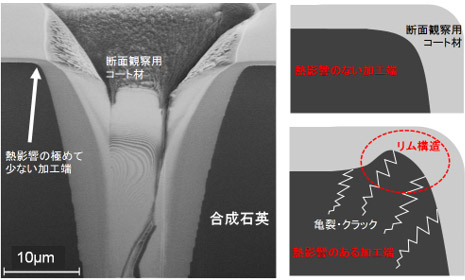
図3 加工後の走査型イオン顕微鏡による断面観察(左)と加工端断面熱影響の概念図(右)
走査型イオン顕微鏡による断面観察のため加工痕にコーティングを施している。
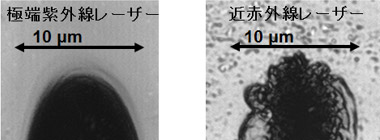
図4 極端紫外線フェムト秒レーザー(左)と近赤外線フェムト秒レーザー(右)の
照射痕(一部)をレーザー顕微鏡で材料上面から観察したときの顕微鏡像
今後の予定
今後は、SACLAなどで極端紫外線領域に近い波長で損傷閾値などの照射レーザー波長依存性の精査を進めるとともに、今回の成果の加工・評価データを、NEDOプロジェクトの協調領域として構築しているTACMIデータベースへ蓄積する。さらに、合成石英を含むガラス材料などのフェムト秒レーザー加工のメカニズム解明へと発展させ、産業ニーズに応じた最適加工の実現を目指す。
【用語の説明】
◆極端紫外線
光は波長域に応じて分類されている。例えば可視光(およそ400~800 nm)、紫外線(およそ200~400 nm)などである。およそ10~200 nmの波長領域を真空紫外線と呼び、この中で、特に波長120 nm以下の領域を極端紫外線と呼ぶことが多い。これよりも短波長域にはX線やガンマ線がある。
◆非熱的加工
熱による材料の溶融過程が主体的で熱影響が大きい加工に対し、熱影響の少ない加工を非熱的加工と称している。加工の非熱性は加工した材料の熱溶融痕やクラックの形成状態、これらを導くことのできる電子の励起/緩和過程をもとに判断することが一般的である。今回は非熱性の評価は前者の状態に基づいている。
◆有効吸収長と損傷閾値
有効吸収長と損傷閾値は加工特性値の一種であり、式【掘れる深さ=有効吸収長×log(照射エネルギー/損傷閾値)】のように深さ方向との関係性がある。損傷閾値が低くなると、より低パルスエネルギーで加工でき、有効吸収長が長くなると、切削速度が上がるため、加工効率に大きな影響を与える特性値である。
◆加工モルフォロジー
特定のレーザー照射条件下で材料を加工すると、レーザーの特性に応じて材料の幾何学的形状が変化することがある。この幾何形状はサブナノメートルからマイクロメートルまでの空間スケールのことが多く、ここではこれらを総じて、加工モルフォロジーと称している。
◆Society 5.0社会
これまでの情報社会(Society 4.0)に続く、日本が目指す未来社会を示す用語である。フィジカル(現実)空間から得られるビッグデータを、サイバー(仮想)空間で人工知能が解析し、フィジカル空間にフィードバックすることなどによって、新たな価値が獲得される社会の姿である。第5期科学技術基本計画において提唱された。
◆X線自由電子レーザー
従来のレーザーよりも波長が短い真空紫外線からX線領域のレーザー光を発生できる大型装置。高エネルギーの電子ビームを磁石により蛇行させ、その際に発生する光が増幅されてレーザー光となる。日本では兵庫県にあるSACLA(SPring-8 Angstrom Compact Free Electron Laser)と呼ばれる装置が運用されている。
