2023-09-28 産業技術総合研究所
ポイント
- フッ素樹脂は次世代通信(ポスト5G・6G)用基板としての利用が期待されるが、高い平滑度で接着することが難しい
- フッ素樹脂の接着性を高めるための従来の溶液処理は、表面を粗くしてしまう上に劇薬である金属Naを使うために環境負荷が大きい
- 今回開発した手法では表面粗化を従来法の1/10以下に抑え、伝送損失の低減も期待できる

本技術のフッ素樹脂表面改質プロセスと高周波通信基板への展望
概要
国立研究開発法人 産業技術総合研究所(以下「産総研」という)製造技術研究部門 リマニュファクチャリング研究グループ 北中 佑樹 研究員、中島 智彦 研究グループ長らは、難接着性フッ素樹脂の表面を粗化することなく接着性の高い状態に表面改質する、大気環境下で簡便に実施可能な新しい手法を開発しました。
次世代通信(ポスト5G・6G)回路基板では伝送損失を低く抑えるため、誘電損失の小さい基板と電気抵抗の小さい回路を平滑な界面で接着する必要があります。フッ素樹脂は数ある樹脂材料のなかでもこの誘電損失が最も小さい材料の一つであり、次世代通信回路基板としての利用が期待されています。その一方、フッ素樹脂はモノをはじく性質が強いために異なる材料との接着が困難です。従来のフッ素樹脂の接着では金属Na処理による表面改質が広く行われていますが、表面を深さ100 nm以上に粗化してしまうことや樹脂の変質を伴うことが問題でした。そのため、平滑性を損なうことなく接着性を高める表面改質技術が求められています。本技術は、平滑な樹脂表面への金属有機酸塩コーティングと光反応を組み合わせることで、樹脂の変質なく粗化も数nmに抑えることができ、次世代通信回路にも応用可能な高い平滑性と強い接着性の両立を実現しました。本技術の詳細は2023年10月4日~6日に、幕張メッセ(千葉県千葉市)で開催される高機能素材Weekのブース(27-15)にて展示されます。
開発の社会的背景
フッ素樹脂は撥水撥油性に優れるものの、接着剤が容易に剥離してしまうため、異なる材料への接着は困難です。フッ素樹脂の接着には、金属Naを溶媒に分散させた液に浸漬して表面を改質する方法が広く用いられています。しかし、激しい反応性のために表面を過剰に粗化し、樹脂を黒く変色させてしまう問題があります。また、工程の安全性の向上や廃液の環境負荷の低減の観点から、代替方法が強く求められています。また、近年では、フッ素樹脂が非常に小さな誘電損失を示すことから、次世代通信回路基板に使用するニーズが高まりつつあります。一方、高周波信号が導体表層部(表皮厚さ)に集中して流れる性質のために、基板-導体界面の凹凸は信号経路の伸長を招き高周波の伝送損失を著しく増大させてしまいます。そのため界面接着に凹凸によるアンカー効果を利用できず、300 GHz帯の高周波通信へ対応する10 nm程度(表皮厚さの1/10)の平滑度で導体と接着する必要があります。また、プラズマ処理やコロナ放電処理などのドライプロセスによる表面改質手法も開発されていますが、真空排気やプロセスガスなどが必要で、大気開放の環境下での実施や複雑形状への対応が困難といった課題がありました。
研究の経緯
産総研は、各種基材へ安全かつ簡便にナノコーティングを施す技術として、主に紫外光による光誘起化学反応を活用した機能膜形成技術を開発してきました。今回、この技術をフッ素樹脂の表面処理に用いることで、平滑度を損なわない表面改質を実現しました。接着面の平滑化は、接着剤の量を減らせることで接着済みの製品の熱的・化学的安定性や耐候性の向上といった効果も期待されます。
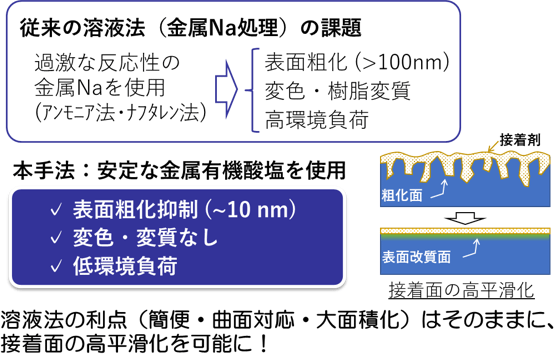
図1 本表面処理技術の強み
研究の内容
今回の技術は大気中でも安定な金属有機酸塩の有機溶媒溶液を使用しています。この溶液をフッ素樹脂表面に塗布乾燥して有機金属膜を形成した後、紫外光を照射することによって、膜中の有機金属成分の反応を促しナノサイズのコーティング膜を形成します。このコーティング膜は改質したフッ素樹脂と強固に結合します。図2に、PFA樹脂に対して、金属イオンとしてNi2+を選択した場合の本技術の表面改質効果を示します。多種の接着剤に対して7 N/cmを超える高い接合強度を示します。また、剥離箇所が接着界面ではなく接着剤内部であったことから、フッ素樹脂表面のナノコーティングによる高接着性が実現しています。接着面の元素分析の結果、紫外光により有機金属が樹脂中のC-F結合と反応し、ナノコーティング膜中にFイオンを取り込むと同時に樹脂表面にC-O結合を形成することによって、接合が強くなることを明らかにしました。また、金属イオン種の選び方でナノコーティング膜が水溶性になるため、接合前に表面を水で洗浄してナノコーティング膜を溶解除去し、露出させたフッ素樹脂改質面に対して直接接合させることもできます。従来のフッ素樹脂の表面処理では、処理した表面が露出しているために改質効果の寿命が短い傾向にあることが課題とされていましたが、本技術では表面改質と同時にナノコーティング膜も形成されているため、表面改質効果の長寿命化も期待できます。
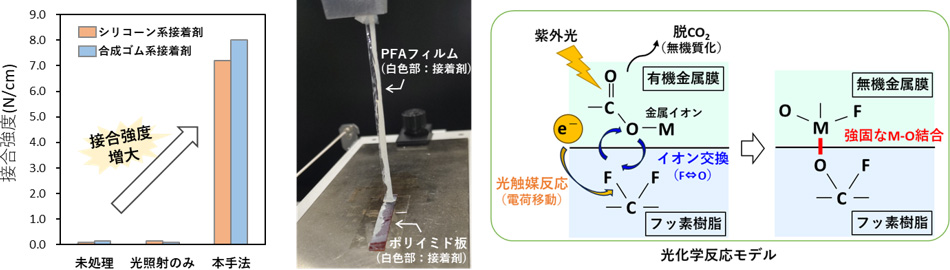
図2 (左)本表面処理(金属イオンにNi2+を使用した場合)によるPFA樹脂の接着剤に対する剥離強度変化。(中央)90°剥離試験の様子。PFAと接合対象(ポリイミド板)の両方に接着剤が付着しており、接着剤内部での破壊により剥離している。(右)本表面処理における光化学反応モデル
図3に、本技術で表面改質したPFA樹脂の表面形状変化(原子間力顕微鏡像)を示します。改質前のPFA樹脂は表面ラフネス値(Ra値、3 μm×3 μm範囲)で6 nm程度の高い平滑性を持っていますが、Ni2+を用いた表面修飾後のRa値は8 nm程度と、改質前と同程度の平滑性を示しました。この高い平滑性は、フッ素樹脂表面にNi酸化物からなる極めて薄いコーティングが形成できていることに由来しています。また、水溶性を付与したコーティング膜を洗浄除去することで露出させたフッ素樹脂面も、Ra値で10 nm程度の平滑度を示しました。これまで工業的に広く用いられてきた金属Na処理ではフッ素樹脂に対する試薬の反応性が高く、一般に100 nm以上の凹凸を持つ表面になることが知られていました。本手法では温和な反応性の試薬と紫外光照射を組み合わせることによって、フッ素樹脂へのダメージを大幅に抑制し平滑度の劣化を従来の1/10以下とした表面改質を実現し、非常に平滑な表面での高強度接合を可能にする手法の開発に成功しました。
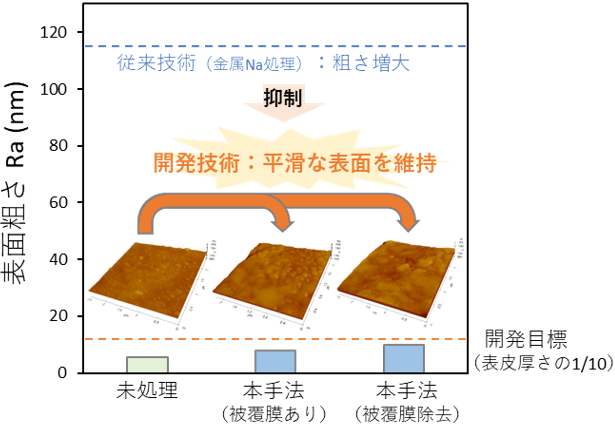
図3 本表面処理によるPFA樹脂の表面粗さの変化
今後の予定
今回開発したフッ素樹脂の表面修飾技術は表面粗化度への影響を数nm程度に抑制できており、フッ素樹脂の応用が期待される次世代通信回路基板に要求される平滑性を満足するなど、従来の金属Na処理では適用できなかった用途への展開が期待されます。また、溶液塗布と紫外光照射の領域を必要な箇所に限定することもでき、消費する薬剤の量や廃液処理などによる環境負荷も抑制できる見込みです。今後は、大気開放環境下で簡便に実施可能な溶液プロセスである本手法の利点をより活用し、複雑形状対応や大面積処理、機能材料コーティングで、より広範な用途へ適応する予定です。高い平滑性を持ち接着性の高い表面を形成する本手法はインクを用いた印刷技術と親和性が高く、3D印刷技術の活用による局所処理や樹脂成型技術との融合が可能であると期待しています。また、本手法で強固に形成した無機金属膜をシード層として活用し、三次元成形回路部材への立体配線を直接形成するといった、溶液プロセスの強みを生かした応用展開を目指します(図4)。
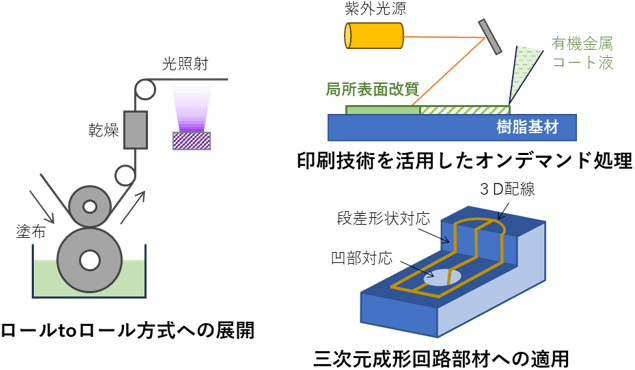
図4 本技術の将来展開展望
用語解説
- 次世代通信(ポスト5G・6G)
- 現在運用が開始されている第5世代(5G)移動通信システムよりさらに高度な通信システム。第6世代(6G)の実用化開始が2030年頃と見込まれており、100 GHz以上の高周波数帯を利用することなどを特徴とする。
- 伝送損失
- 通信経路を流れる電気信号が距離などに応じて減衰する度合いのこと。
- 誘電損失
- 導体回路に高周波信号が流れる際に、絶縁体(誘電体)基板の内部で発生するエネルギー損失のこと。誘電率と誘電正接という物性値によって損失の大きさが決まり、フッ素樹脂は誘電率と誘電正接が非常に小さい材料グループであるため、次世代通信用基板材料として期待されている。
- 金属Na処理
- 金属ナトリウムを溶媒に溶かした液体試薬に樹脂を浸漬する処理。フッ素樹脂の表面改質手法として広く利用されており、溶媒としては液体アンモニアやナフタレンのエーテル溶液などが用いられる。
- 金属有機酸塩
- 金属イオンと有機酸イオンからなる化合物。
- 表皮厚さ
- 電磁波(交流信号)が高周波になるほど導体内部に侵入できなくなる現象(表皮効果)において、その侵入深さの代表値である電磁波が1/e (≒ 1/2.718)に減衰する深さのこと。導体が銅の場合、周波数300 GHzにおいて表皮厚さはおよそ120 nmとなる。
- アンカー効果
- 粗化した表面の微細な凹凸に接着対象物が入り込んだ状態で固化することによって、接合が強固になる効果。
- ドライプロセス
- 金属Na処理などの液体試薬を使用する処理(ウェットプロセス)に対して、液体を使用しない処理方法のこと。
- PFA樹脂
- ポリテトラフルオロエチレン(PTFE)のフッ素(-F)が部分的にエーテル基(-OCF3)に置き換えられたフッ素樹脂。
- 原子間力顕微鏡
- 探針と試料表面の間に作用する原子間力を検出することによって、ナノメートルレベルの表面凹凸を観察できる顕微鏡。
- Ra値
- 算術平均粗さのこと。表面高さの平均値を基準として、観察領域における基準線からの高低差(絶対値)の平均を表す。
お問い合わせ
産業技術総合研究所

