
2023-04-11 理化学研究所
理化学研究所(理研)光量子工学研究センター 先端レーザー加工研究チームの杉岡 幸次 チームリーダー、小幡 孝太郎 研究員らの共同研究チームは、フェムト秒レーザー加工[1]において、ギガヘルツ(GHz、1GHzは10億ヘルツ)の超高繰り返しフェムト秒レーザーパルス列(GHzバーストモード[2])を用いることで、単結晶シリコン基板を高速にアブレーション[3]する新しい手法を開発しました。
本研究成果は、シリコンに限らず炭化ケイ素、ガラス材料、ポリイミドなど多くの機能性材料に適用可能であるため、高品質加工を維持したまま、高い加工速度を提供できる新しいレーザー加工法として期待できます。
従来のレーザー加工では、加工速度を速めるためにレーザーパワー密度[1]を大きくすると、過剰なエネルギー集中や試料と空気との界面における空気のイオン化[4]により、加工品質が大きく低下するといった問題がありました。
今回、共同研究チームは、新しいフェムト秒レーザーの照射方法であるGHzバーストモードにより、高品質加工を維持したまま加工速度を飛躍的に改善する手法を開発しました。GHzバーストモードでは、レーザーエネルギー付与のタイミングを時間的に制御できることから、レーザーパワー密度を大きくしても1パルス当たりの強度を小さくできるため、過剰なレーザーエネルギーによる熱損傷および空気のイオン化による損傷を回避できます。その結果、従来のフェムト秒レーザー加工と比較して加工速度を23倍も向上させることに成功しました。
本研究は、科学雑誌『International Journal of Extreme Manufacturing』オンライン版(4月11日付:日本時間4月11日)に掲載されました。

従来(左)と新開発(右)の照射法でアブレーションされたシリコン表面加工痕のSEM画像
背景
レーザーアブレーションは、高い自由度(加工材質、形状、環境に対して制限が少ないこと)、高解像度、高精細、低環境負荷などの特長を持つため、材料の加工に広く利用されています。特に、パルス幅が極めて短い「フェムト秒(fs)レーザー(1fsは1,000兆分の1秒)」は、熱の影響を排除した高品質なアブレーション加工を実現できるため、その利用が加速しています。
実用的なレーザー加工では、加工品質を落とさずに加工速度を向上させることが求められ、その方法の一つとして、レーザーパワー密度(単位面積当たりの光強度)を大きくすることが挙げられます。しかし、レーザーパワー密度を大きくすると、過剰なレーザーエネルギーの集中による試料の熱損傷や試料と空気との界面で空気のイオン化による試料の損傷により、加工品質が大きく低下する問題が生じます。
そこで本研究では、レーザーエネルギー付与のタイミングを時間的に分散させることで、過剰なレーザーエネルギーの集中による熱損傷や空気のイオン化による損傷を抑制するアブレーション加工法の開発を試みました。
研究手法と成果
共同研究チームは、まず周波数4.88ギガヘルツ(GHz、1GHzは10億ヘルツ)で繰り返された2~20個のフェムト秒レーザーパルス列から成る「GHzバーストパルス」を生成しました(図1(a)下)。このGHzバーストパルスを64メガヘルツ(MHz、1MHzは100万ヘルツ)の繰り返し周波数の「BiBurst(バイバースト)モード」で発振させ(図1(a)上)、大気中に保持された単結晶シリコン基板へ照射し、アブレーション加工を行いました(図1(b))。
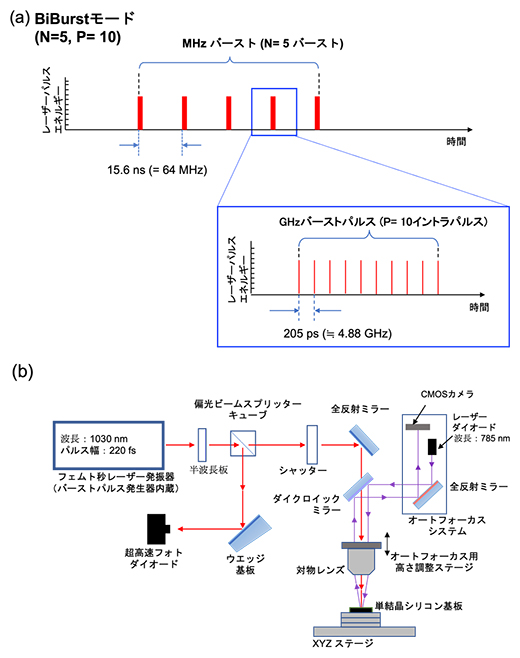
図1 BiBurstモードフェムト秒パルス列とGHzバーストモードフェムト秒レーザー加工装置
(a)下図のGHzバーストパルスは、周波数4.88GHzで繰り返される2~20個のフェムト秒レーザーパルス列から成り、各パルスの間隔は205ps(ps、1psは1兆分の1秒)である。さらに、そのGHzバーストパルスを周波数64MHzで繰り返し発振する(BiBurstモード)。図は、GHzバーストパルス内の各イントラパルス(P)が10個、さらにそのGHzバーストパルス(N)が5個の64MHzの周波数で繰り返されたBiBurstパルスを表している(N=5、P=10)。
(b)レーザー光は光学素子によって強度を調整され、対物レンズによって、高精度XYZステージ上へ設置された単結晶シリコン基板へ集光照射される。レーザーの焦点位置は、単結晶シリコン基板表面上で維持するように、オートフォーカスシステムによって制御されている。形成されたGHzバーストパルスの波形形状は、超高速フォトダイオードによって直接観測できる。
フェムト秒レーザーアブレーションによりシリコン基板に形成された加工痕を走査型電子顕微鏡(SEM)[5]で観察しました。すると、従来の単一のフェムト秒レーザーパルスを照射するシングルパルスモードでは、ある臨界値以上のパルスエネルギーで加工を行った場合、レーザによる熱損傷および空気のイオン化による損傷により加工面に許容できない損傷が生じましたが(図2(a))、BiBurstモードではレーザーの熱損傷および空気のイオン化が起こらず、シリコンの高品質加工が可能であることが分かりました(図2(b))。これは、BiBurstモードのGHzバーストパルスが複数個のフェムト秒レーザーパルス(イントラパルス列)で形成されており、全投入エネルギーが各イントラパルスに分割されて、イントラパルスのエネルギーが臨界値よりはるかに小さくなるからです。
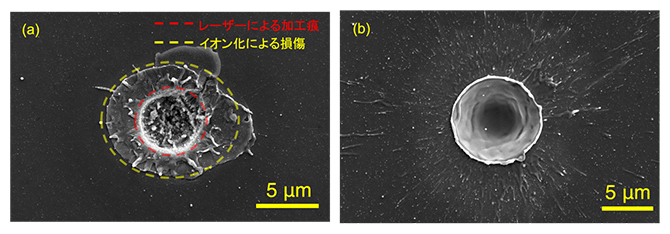
図2 異なるモードでアブレーションされたシリコン表面の加工痕のSEM画像
(a)シングルパルスモード(N=1、P=1)では、臨界値以上のエネルギーを投入すると、レーザーによる熱損傷(赤:レーザーによる加工痕)と空気のイオン化による損傷(黄:イオン化による損傷)が発生した。
(b)N=5、P=20のBiBurstモード(全投入エネルギー:12.8mJ)では、空気のイオン化を回避でき、加工品質が低下しなかった。
続いて、BiBurstモードにおける異なる条件でシリコン基板のアブレーション加工を行い、加工痕の除去体積と全投入エネルギーの関係を評価しました。その結果、BiBurstモードでの加工痕の除去体積は、全投入エネルギーが一定の場合、イントラパルス数Pおよびバーストパルス数Nが大きくなるほど、シングルパルスモード(N=1、P=1)よりも大きくなることが分かりました(図3)。さらに、シングルパルスモードでは、3.3マイクロジュール(μJ、1μJは100万分の1ジュール)以上のエネルギーで照射すると、加工痕に許容できない損傷が生じ、除去体積を評価できませんでした(図3(a))。
それぞれのモードにおいて、空気のイオン化が発生しない条件、すなわち高加工品質が保持される条件で得られる最大除去体積を比較したところ、BiBurstモード(N=5、P=20)ではシングルパルスモードに対して、23倍の除去体積を達成したことが分かりました(図3(c))。アブレーション加工痕の除去体積は、実際の加工における速度と同義であることから、この結果はBiBurstモードにより加工速度が23倍向上することを意味しています。
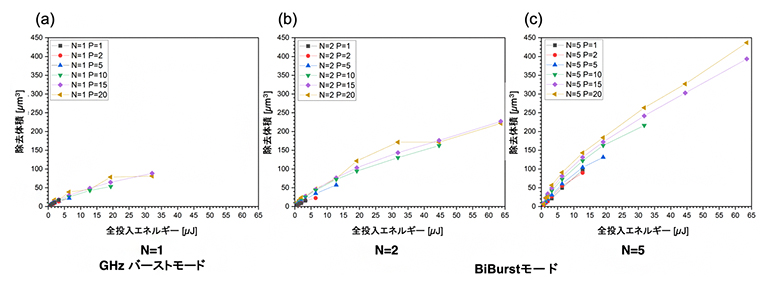
図3 アブレーション加工痕の除去体積の全投入エネルギー依存性
(a)のシングルパルスモード(N=1、P=1)では、3.3mJまでのエネルギーしか投入できず、そのときの除去体積は19mm3だった。(b)(c)のBiBurstモードでは全投入エネルギーが一定の場合、除去体積が(a)よりも大きかった。(c)のBiBurstモード(N=5、P=20)加工では、全投入エネルギーが63.7mJで除去体積437mm3に達し、(a)のシングルパルスモード(N=1、P=1)の23倍となった。
今後の期待
今回開発したGHzバーストモードフェムト秒レーザー照射によるアブレーション加工法は、レーザー光の全投入エネルギーをGHzバーストパルス中の各イントラパルスへ分割させることによって、過剰なレーザーエネルギー集中による熱損傷と、空気のイオン化による損傷の発生を避けることができます。その結果、従来のシングルパルスモードによる加工と比較して、高品質加工を維持したまま、23倍の加工速度を達成しました。このように、GHzバーストモード加工は、高い加工品質を維持しながら、加工速度をより速くできる可能性を持った新しいレーザー加工法です。
半導体需要が世界的に高まりを見せ、半導体デバイス製造において加工速度の向上が強く望まれている中、高品質加工を維持したまま、高い加工速度を提供できる新しいレーザー加工法としての応用が期待できます。さらに本手法は、シリコンに限らず、炭化ケイ素、ガラス材料、ポリイミドなど他の機能性材料への適用も可能であると考えられます。
補足説明
1.フェムト秒レーザー加工、レーザーパワー密度
フェムト秒レーザー加工は、パルス幅が数十~数百フェムト秒(fs、1fsは1,000兆分の1秒)のレーザーを利用する加工方法。レーザーパワー密度は単位面積当たりの光強度で表される。フェムト秒レーザーはパルス幅が極めて小さいため、非常に高いピークパワー(パルスエネルギー/パルス幅)を持ち、それを集光することで、容易に単位面積(1cm2)当たり数十ペタワット(PW、1PWは1,000兆ワット)のピーク強度を持つレーザー光が得られる。その結果、加工領域周辺への熱影響を排除した高品質加工を実現する。
2.バーストモード
通常のフェムト秒レーザーパルスは、一定の繰り返し周波数をもってレーザーシステムより発振される。バーストモードフェムト秒レーザーは、従来法で発振された1パルスのレーザーパルスが超高繰り返し周波数で構成された一定数のパルス列群を形成する。パルス列の構成により、MHzバーストモード(MHzの繰り返し周波数で構成された一定数のレーザーパルス列)、GHzバーストモード(GHzの繰り返し周波数で構成された一定数のレーザーパルス列)、BiBurst(バイバースト)モード(複数のGHzバーストモードフェムト秒レーザーパルスをMHzバーストモードで発振する)が開発されている。
3.アブレーション
固体表面がプラズマ化し、原子、分子、クラスターが蒸発して固体表面が削り取られる現象。
4.空気のイオン化
フェムト秒レーザーなどの超短パルスレーザー光が集光点などで局所に集光し、レーザー光のエネルギー密度が高くなって、空気が瞬時にイオン化する現象。集光点付近で行われるレーザー加工において、高エネルギー状態のイオンが、加工材料に熱影響領域を形成することで、材料表面に損傷が発生する場合がある。
5.走査型電子顕微鏡(SEM)
試料に電子線を照射した際に放出される二次電子などを利用して、試料表面の微細構造などを高倍率で観察する装置。SEMはScanning Electron Microscopeの略。
共同研究チーム
理化学研究所 光量子工学研究センター 先端レーザー加工研究チーム
チームリーダー 杉岡 幸次(スギオカ・コウジ)
特別研究員(研究当時)カバジェロ・ルカス・フランセスク(Caballero-Lucas Francesc)
研究員 小幡 孝太郎(オバタ・コウタロウ)
研修生 川端 祥太(カワバタ・ショウタ)
東京農工大学大学院 工学研究院
准教授 宮地 悟代(ミヤジ・ゴダイ)
研究支援
本研究は、文部科学省光・量子飛躍フラッグシッププログラム(Q-LEAP)「光量子科学によるものづくりCPS化拠点」の助成を受けて行われました。
原論文情報
Kotaro Obata, Francesc Caballero-Lucas, Shota Kawabata, Godai Miyaji, and Koji Sugioka, “GHz bursts in MHz burst (BiBurst) enabling high-speed femtosecond laser ablation of Silicon due to prevention of air ionization”, International Journal of Extreme Manufacturing
発表者
理化学研究所
光量子工学研究センター 先端レーザー加工研究チーム
チームリーダー 杉岡 幸次(スギオカ・コウジ)
研究員 小幡 孝太郎(オバタ・コウタロウ)
報道担当
理化学研究所 広報室 報道担当

")
")